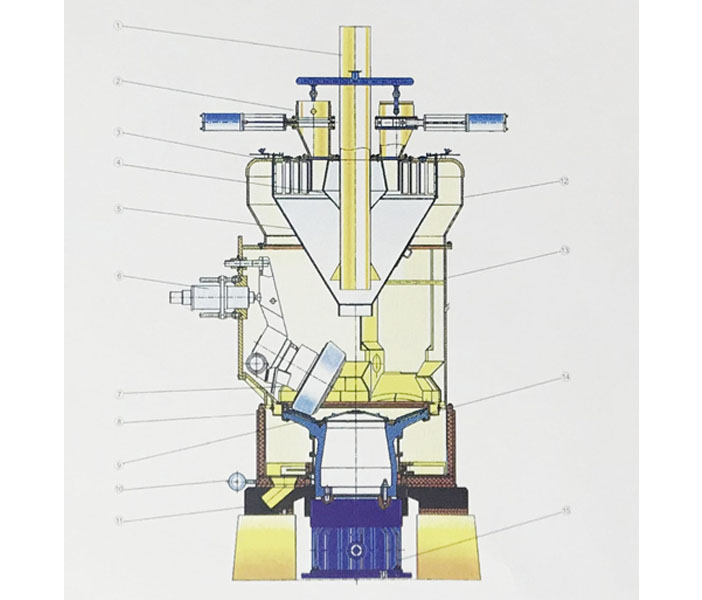
磨煤机端盖裂纹修复处理技术
磨煤机端盖在制造过程当中,会存在残余应力。安装后磨煤机端盖长期承受磨煤机筒体及筒内钢球、煤粉等重量,端盖中分面以上部位将受到挤压作用力,中分面以下部位将受到拉作用力,磨煤机转动时,端盖受力也不断的反复变化,经过长期运行,有残余应力的地方终发展成为疲劳源,终产生裂纹。
裂纹修复处理技术
(1)处理前必须对筒体加固处理措施,即将磨煤机出口端筒体衬瓦拆除,用12号槽钢6条进行米字型支撑,再同规格的槽钢在米字架与出口端盖之间进行支撑加固。
(2)对端盖内侧进行矫正,保证内侧齐平,不得有错口现象。在筒体内侧制作—螺杆拉紧装置,将端盖裂纹错口处向内拉平,打百分表找正,控制在1.5mm。
(3)端面错口校正后对端盖进行加固处理,加固位置端盖内侧,采用300×100×30mm的钢板。
(4)修复前原始数据的测量:将磨煤机进口轴颈按螺旋管螺栓孔等分16等份,在出口轴颈两侧各装两个百分表,用以测量轴颈各等份的径向和轴向数据变化情况,并做好记录,然后根据测量的数据算出轴肩的张口程度。
(5)钻止裂纹孔:1、将磨煤机端盖部分进行清理,对裂纹部分进行打磨处理;2、渗透检查裂纹,找出裂纹的起始位置;3、在裂纹起始位置前30mm处钻Φ20mm的止裂纹孔,止裂孔的深度钻到端盖的一半厚度即可。
下一条:磨煤机堆焊的工艺流程
相关新闻
- 磨煤机堆焊过程中如何控制焊接变形?
- 磨煤机修复周期如何确定?
- 中速磨煤机的性能和参数如何选择?
- 金秋十月,共庆国庆
相关产品