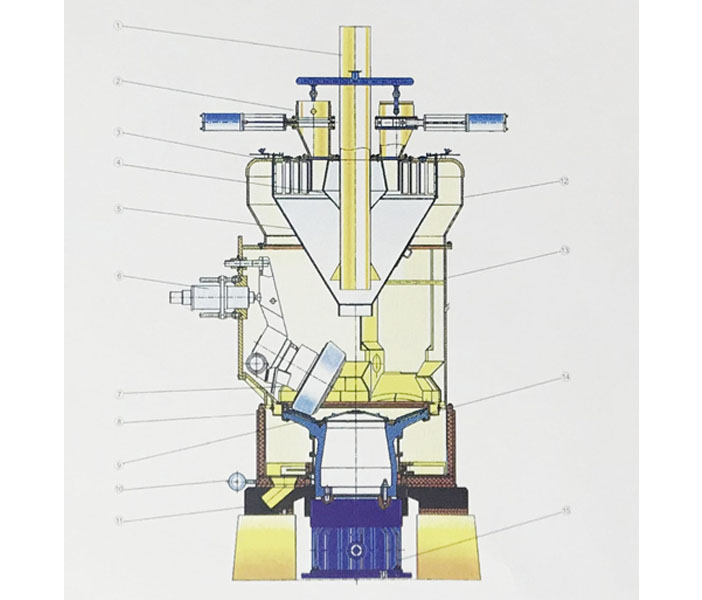
磨煤机堆焊修复设备及工艺
1.将焊接材料在350℃保温2小时后,放在焊条保温筒中,随用随取。
2.用氧—乙炔火焰将修补区域预热到250℃以上,要求必须用温度仪检测,预热面积比需要修复面积大一倍以上,如果有裂纹用碳弧气刨将裂纹清理干净并用着色剂检查,保证无裂纹。
3.温度合适后,选用对应的焊接材料进行修复。
a.焊机接法:焊接时要求采用直流反接,工件接电焊机输出线负极,焊钳接电焊机输出线正极;地线压在辊体堆焊表面上,避免轴承因导电产生损伤。
b.操作要求:焊条不得做横向摆动,每一层,每一道焊接时需仔细清理焊渣,每层的层间温度不低于预热温度,每层、每道焊后立即锤击焊缝表面降低焊接应力。
c.预热及焊补过程中应分别在辊体补焊位置表面和辊体轴颈处测量温度,一旦辊体轴颈温度达到80℃,应启动冷却水系统,否则应将辊体内的冷却水放出,一旦补焊位置表面低于180℃应重新预热。
4.焊接修补后立即用氧—乙炔焰采用焊后加热的办法消除焊接应力,局部温度达到400℃,保温时间20-30分钟。
下一条:中速磨煤机的冷却机构
相关新闻
- 磨煤机堆焊的工艺流程中如何提高焊接质量?
- 磨煤机修复的工艺流程是什么?
- 中速磨煤机的磨制原理
- 磨煤机堆焊适用于哪些工件表面处理?
相关产品